Manufacturing Excellence
Nordest sets the global benchmark for industrial water treatment equipment through precision engineering, advanced manufacturing, and uncompromising quality.
Our Manufacturing Philosophy
Precision, Scalability, and Repeatability — the foundation of our production ethos. We integrate Industry 4.0 technologies and lean manufacturing to deliver consistently superior systems.
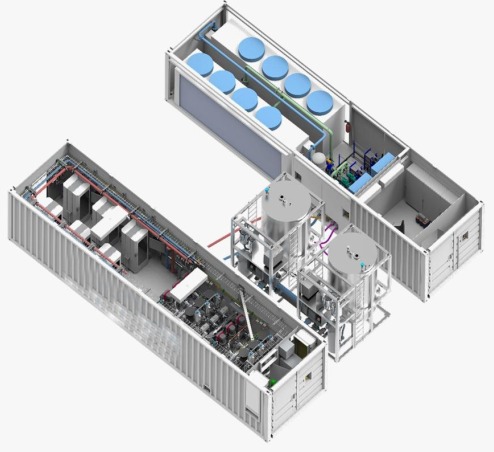
Advanced Production Facilities
Digital Fabrication
Robotic welding & 5-axis CNC machining
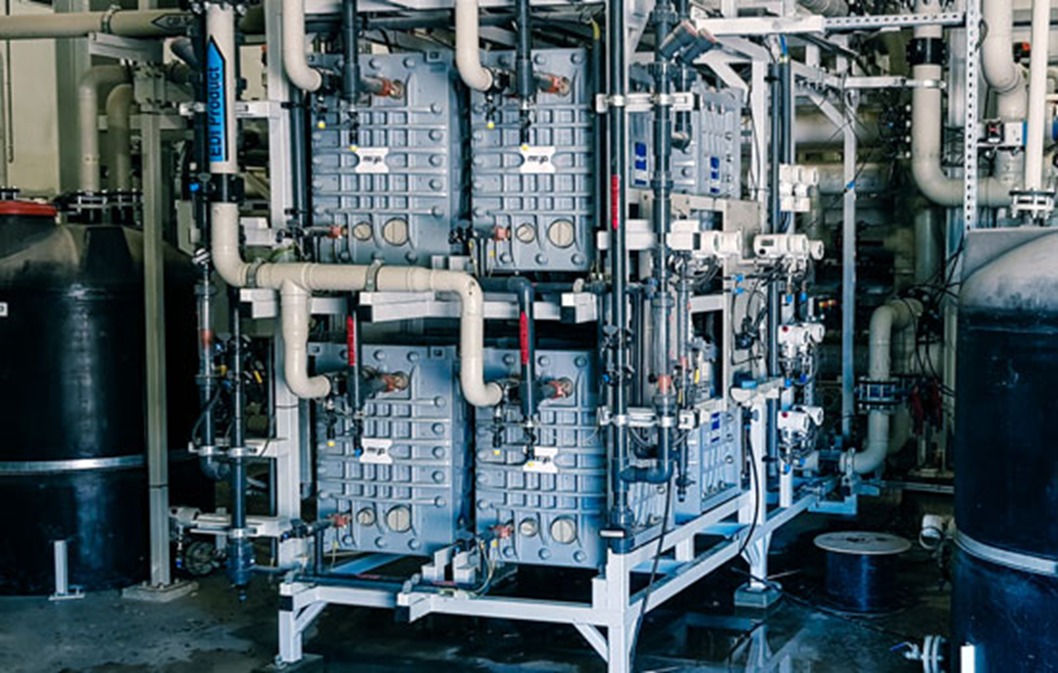
System Integration
Climate-controlled assembly halls
Quality Validation
Hydrostatic testing & FAT validation
Innovation Lab
R&D and prototyping center
Certifications & Standards
ISO 9001:2015
ASME BPVC Section VIII
AWS D1.1
PED 2014/68/EU